| Beispiel-Rechnung |  |
|||
|
An diesem Beispiel möchten wir Ihnen die Wirtschaftlichkeit der HBM-Kantenfräsmaschinen verdeutlichen. Ein Blech wird entsprechend der folgenden Daten angefast um die anfallenden Kosten zu ermitteln. Bitte beachten Sie, dass die zugrunde gelegten Werte auf den Kosten westeuropäischer Länder basieren. |
||||
| Material | S 355 | |||
| Abmessungen | ||||
| Blechdicke | mm | 30 | ||
| Länge | mm | 500 | ||
| Breite | mm | 250 | ||
| Gewicht | kg | 30 | ||
 |
||||
| Bearbeitung des Musterwerkstückes | ||||
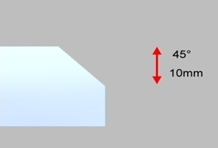
| Fase | Grad | 45° | ||
| Fasenhöhe | mm | 10 | ||
| Gerade Fase | mm | 500 | ||
Da auch die Bearbeitung von Konturblechen untersucht werden soll, wurden nur die folgenden
Bearbeitungsvarianten gegenübergestellt:
| Maschinen-Typ | eingesetztes Werkzeug |
|
Winkelschleifer, 2,3 kW |
Schruppscheibe Ø 180mm |
|
CNC-Bearbeitungszentrum, 25 kW |
Fräskopf 45° mit Wendeschneidplatten |
|
Kantenfräsmaschine HBM 15, 1,8 kW |
Fräskopf 45° mit Wendeschneidplatten |
Ergebnisse
| Maschinen-Typ | Kosten-Sätze | Zeit | Kosten | Ergebnis |
Winkelschleifer  |
ca. 25,00€ | 18 Minuten | 7,50€ |
|
|
CNC-Maschine
|
ca. 48,00€ | 5 Minuten | 4,00€ | 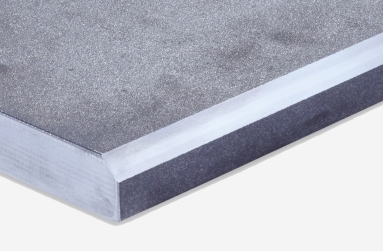 |
|
Kantenfräsmaschine HBM 15
|
ca. 28,00€ | 3 Minuten | 1,40€ |  |


| Maschinen | Vorteile | Nachteile |
| Winkelschleifer |
geringe Investitionskosten geringe Kosten für Verbrauchsstoffe
|
hohe körperliche Belastung hohe Lärmbelastung hohe Staubbelastung lange Bearbeitungszeiten Teile sind nicht reproduzierbar bescheidene Qualität |
| CNC-Bearbeitungszentrum |
sehr hohe Qualität 100%ige Reproduzierbarkeit geringe körperliche Belastung keine Staubbelastung geringe Lärmbelastung
|
hohe Rüstkosten uneffektive Maschinennutzung teure Bearbeitung Kosten für Verbrauchsstoffe CNC-Facharbeiter benötigt hohe Investitionen |
| Kantenfräsmaschine HBM 15 |
einfache Bedienung schnell und flexibel keine Staubbelastung geringe Investitionen günstige Bearbeitung sehr hohe Reproduzierbarkeit geringe Lärmbelastung
|
Kosten für Verbrauchsstoffe |
Die Fasen-Ergebnisse waren in allen Versuchen zufriedenstellend. Die absolut beste Qualität erzielte die CNC-Maschine,
die schnellste Bearbeitung mit einer sehr guten Qualität erreichten wir mit der Kantenfräsmaschine HBM 15. Das Arbeiten
mit dem Winkelschleifer war äußerst mühsam, dauerte recht lange und war mit hoher, langer Lärmbelästigung und
viel Schleifstaub unakzeptabel.
| Das schnellste, effektivste und somit wirtschaftlichste Anarbeiten von Fasen an Blechen |
| wurde mit der Kantenfräsmaschine HBM 15 erreicht. |